
坡口切割方案
发布时间:2019-02-15
摘要: 一个坡口切割的实例一 简述坡口切割是3D运动,好的坡口切割要具备几个条件。1 机械稳定的拟合角回转头。2 基础
一个坡口切割的实例
一. 简述
SF-5610/PK系统适用于如下坡口切割:
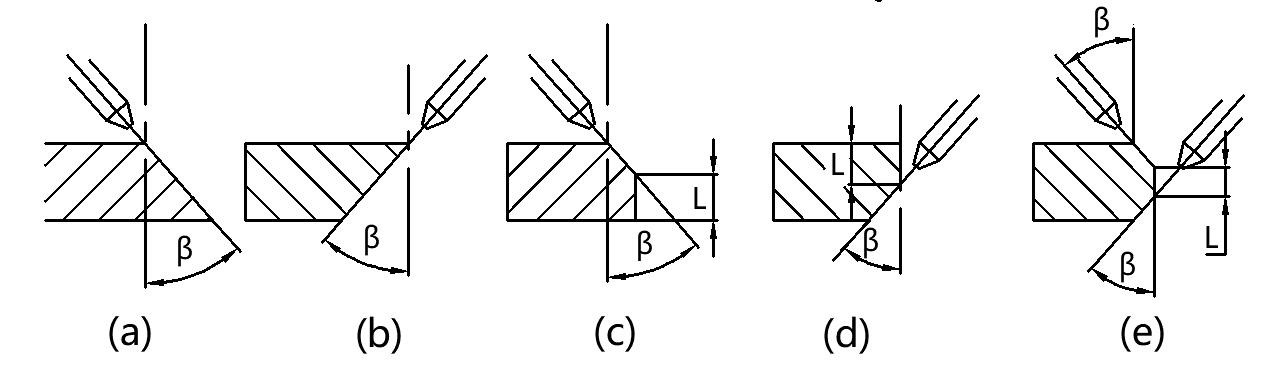
图1.1 五种坡口形式
坡口切割是3D运动,好的坡口切割要具备几个条件。
1. 机械稳定的拟合角回转头。
2. 基础稳定,刚性好,横平竖直的机床结构。
3. 良好的高度控制策略。
4 坡口加工中难免二次加工,对二次加工工件要有好的定位方式。
5 各种误差难免,要有好的误差补偿机制。
6 行之有效,且简单的编程方法。
以下是我们在坡口切割方面的一点体会。
二。 机械稳定的拟合角回转头
坡口切割不论是等离子还是火焰,枪的功率比较大,枪线都比较粗是个很大的隐患。我们的经验是,回转头的正常安装方法如下图。


(a)正确绕线直枪 (b)正确绕线坡口模式
图1.1 回转头正确的绕线方法
回转头正确的绕线可以提供割枪最大范围活动范围。因为坡口向右是正角度(不会有负角度),所以线要盘在右边。
三。基础稳定,刚性好,横平竖直的机床结构
机床结构对厂家的要求很高,主要是基础要平稳,料架最后采用锯齿形的。回转头的安装一定要有水平尺,保证横平竖直。
四。良好的高度控制策略
料架长时间使用后不可能平,钢板不可能平。我们的高度控制策略两类三种。
1. 弧压高度控制器。
适用于直切,全正斜坡口,上Y形坡口。
2. 激光测距仪,三点测量方式
(1) 激光测距仪的安装。
激光测距仪见下图。测距仪的下开口处距钢板应在400毫米左右。


图4.1 SF--FLMD01 点激光测距仪
安装位置:

图4.2 SF--FLMD01 点激光测距仪安装位置
(2)使用测距仪三点测量法。
三点测量适用于小面积的钢板,各种切割方法,特别是K形坡口有效。在变化不大的钢板上,选择一个特殊点(一般取参考点)为起点,用三个点分布在钢板上,形成平面方程,在此范围内可计算出任意点Z的高度,精度在1毫米。
(3)使用网格化测量对大面积钢板进行高度标定。
输入钢板的长度,宽度,网点间隔,系统自动计算网点的分布,并测量各点的高度。周围四个点构成两个三角平面。加工时根据机床坐标自动算出各点高度。下面是个旋转钢板的实例。
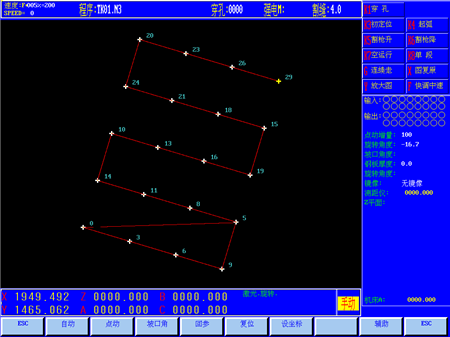
图4.3 网格高度控制示意图
图中各点的数据是实测的高度,钢板倾斜是没有放平的原因。
五。 系统定位装置的作用
使用十字激光定位仪

图5.1 十字激光定位仪
坡口加工难免会碰上二次加工的问题。二次加工中放的位置,偏转角度都会严重影响加工的质量。增加十字激光定位仪,就是为了更好的处理二次加工问题。具体使用见下图。
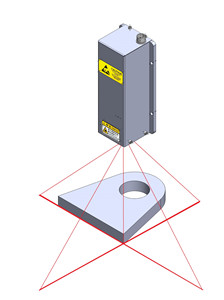
图5.2 二次加工中,十字激光定位仪的使用
实际中使用要用两次定位,左下角(原点)和右上角,方能准确定位。
下图是我们要在一个孔上切K形坡口,孔已经事先切好了。

图5.3 激光十字定位到原点

图5.4 十字激光定位在右上角

图5.5 十字光标自动到中心
选择右上角后,系统自动计算中心位置(十字光标到中心),选回参考点后系统可直接加工。
六。 良好的误差补偿算法
再好的回转头都可能有误差,有误差会严重影响加工精度。误差的调整非常困难,常常是厂家最终弃用的原因。
为此我们设计了一个小装置—定位针,安装在等离子枪中.


(a) 安装测试定位针 (b)定位针的位置
图6.1 配合测试安装定位针
我们提供了三种补偿方法:
1. 回转头竖直偏心补偿。

图6.2 回转头竖直偏心补偿示意
2. 回转头坡口偏心补偿。
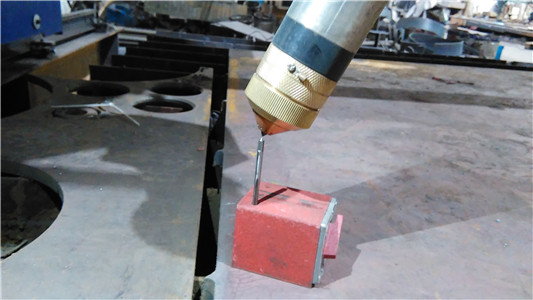
图6.3 坡口角偏心补偿方法
3. 回转头垂直度的补偿。
4. 根据实切的效果,适当的修改补偿参数,以到达最好的切割效果。
下图是一个实际的K形坡口切割补偿的图形。在图中仔细看,黄实线是直切部分的轨迹,虚线分别是上坡口或下坡口的补偿轨迹。
注意,其中的补偿角度是可以修改的,观察切的效果,修改补偿方向角度,立竿见影。
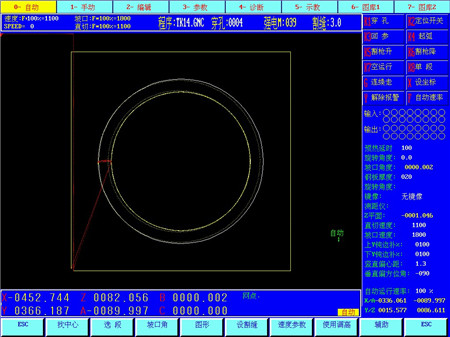
图6.4 实际补偿的数控轨迹
七。行之有效,且简单的编程方法
坡口的编程非常复杂,且套料软件价格昂贵。系统提供了非常简单的编程软件,只需对普通平面套料软件生成的程序,在系统中编辑一下,该加坡口的线段加坡口,该直切的保留,不需要的可以删掉。系统自动完成多次加工,而不需客户编一条程序。学习非常简单明了。
系统还提供了,手工排料,自动排列编程方式。
下面就是一个,将普通的外方内圆的平面加工程序,经过简单编辑编成内圆是K型坡口,四边是直切。再通过排列变成共边的4X4切割程序。
切割时选用网格化高度测量,对一个大钢板高度标定。选好参考点,就可以直接加工了。
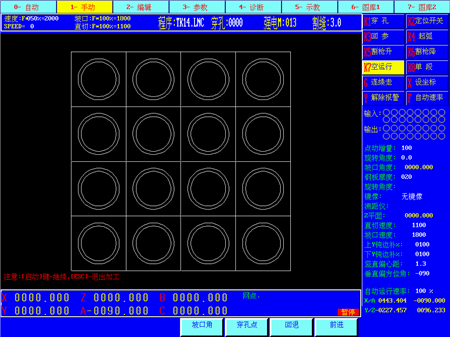
图7.1 一个4X4外方内圆K坡口共边的例子
实际切的效果如下。

图7.2 实际切的正面

图7.3 实际切的反面
北京斯达峰控制技术有限公司
售前咨询电话:18901200180(微信同号)
微信公众号:
