
高压罐橘瓣切割








高压罐橘瓣切割
产品简介:
SF-2600FT 橘瓣切割数控系统
SF-2600FT 封头切割数控系统
1. 该系统高可靠设计,具有抗等离子干扰,防雷击,浪涌的能力。
2. 实用的火焰/等离子切割工艺,等离子加工时,自动完成拐角速度控制, 和调高器控制;可用无线遥控器实现远程操作。
3. 具有割缝补偿功能并检测程序中补偿是否合理, 作出相应报告,供用户选择;
4. 断点恢复,自动断电恢复功能,断点自动记忆 ;
5. 任意选段和选穿孔点加工功能;
6. 具有适用于厚板的外延穿孔功能, 和适合薄板的搭桥功能;
7. 回退,选段,断点恢复中, 可任选穿孔位置等功能,极大方便用户的操控;
8. 采用了特殊的小线段处理功能,行走流畅, 可广泛的应用于金属下料及广告、铁艺等;
9. 含20种图形(可扩充)的零件库,包含了常用的基本加工零件;
10. 与StarCAM套料软件完全兼容,同时兼容FASTCAM等主流套料软件;
11. 中英文操作界面转换,动态图形显示,1~8倍的图形放大,动点自动跟踪,采用U盘读取程序和及时软件升级。
12. 系统内置6种封头标准图形,填入参数后,可自动生成封头切割程序。
13. 结合激光测距传感器,可针对不标准封头进行切割。

北京斯达峰控制技术有限公司
售前咨询电话:18901200180
微信公众号:

SF-2600FT 封头切割数控系统规格
1> 处理器:采用工业级ARM处理芯片;
2> 显 示:7英寸彩色液晶显示;
3> 输入\输出:系统提供24路光电隔离输入,16路光电隔离输出;
4> 联动轴数:6轴;
5> 最高速度:不小于24米/分 ;
6> 脉冲当量:灵活调整;
7> 存储空间:4G超大用户程序存储容量,加工程序不受限制;
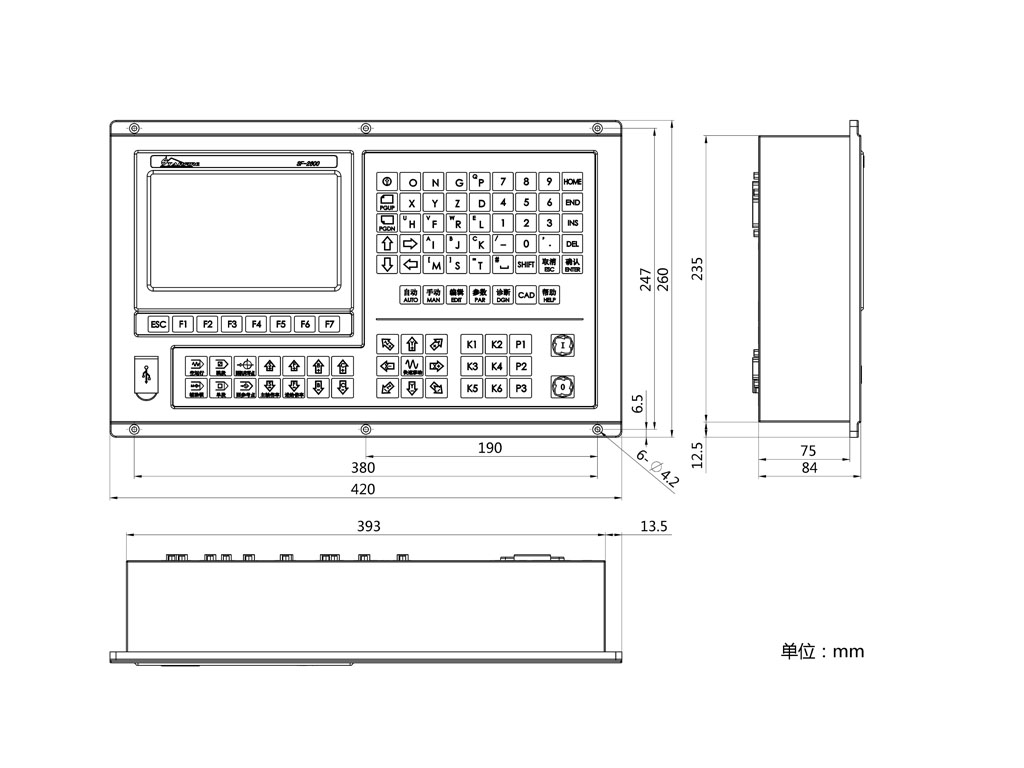
8> 机箱尺寸:298×202×65(mm);
9> 工作温度: 0℃ ~ +40℃ ;储存温度 : -40℃ ~ +60℃ ;
系统外观及安装尺寸
六轴封头相贯线切割数控系统
SF-2600S/FT
一. 综述
SF-2600S/FT 结合激光测距仪,适用用于六种国标封头,橘瓣式球形储罐,平面坡口切割。
基本机械结构:
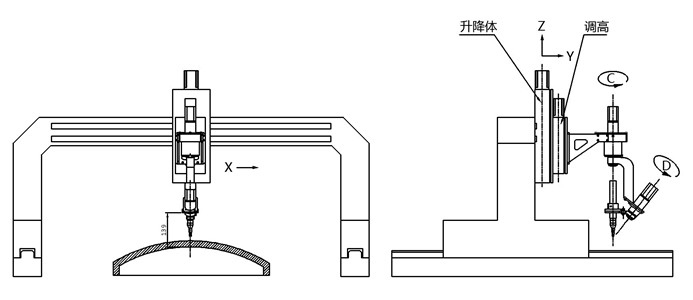
图1 封头切割机的基本结构
机床结构是三个直线轴(X,Y,Z),一个旋转轴A,一个拟合角回转头(B,C)。回转头选用本公司的SF-FZ70
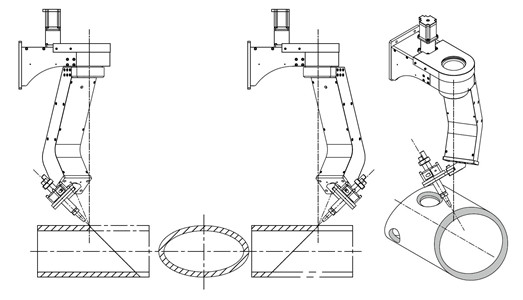

图1.2 SF-2600FT 六轴封头加工数控系统
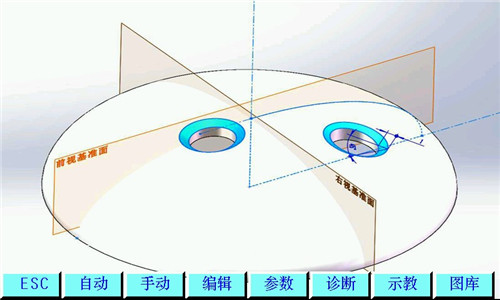
图1.2 开机界面

图1.3 图库界面
【平面】 -- 普通平面加工图库。
【DXF】 -- 通过读CAD的DXF文件,直接生成程序。
【切圈口】- 切封头的圈口,包括修边和切坡口。
【球型罐】-- 球型高压容器的切割。
【封头】 -- 国标封头件的开孔。
【封头片】-- 任意规则的封头片切割,包括修边和切坡口。
二. 封头加工
2.1 六种基本国标封头。参见GB/T 25198-2010
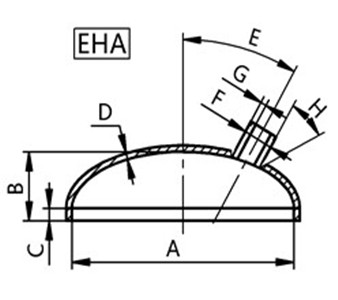
图2.1 封头国标 EHA
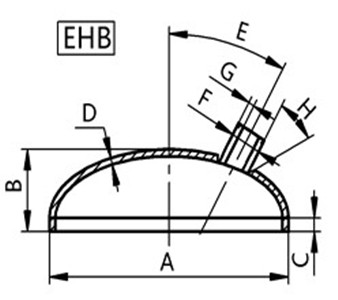
图2.2 封头国标 EHB
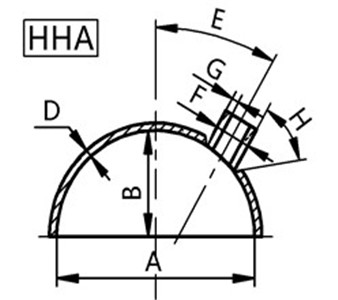
图2.3 封头国标 HHA
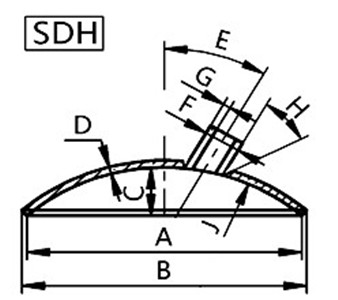
图2.4 封头国标 SDH

图2.5 封头国标 THA
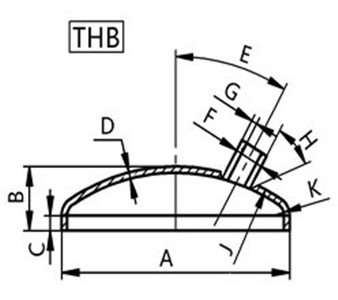
图2.6 封头国标 THB

图2.7 计算机封头加工图库
2.2 封头加工顺序
1. 以上六种封头,系统只要输入适当的参数A,B,C… 。并且在下图中输入,封头插入管的直径,管中心的位置(xd, yd),支管与主轴的夹角E, 坡口角度H,引入线L。系统生成封头上的支管的数学模型。
数学模式包括:测量线,切割线。(注,画测量线需要设备装有偏置的画线枪。)
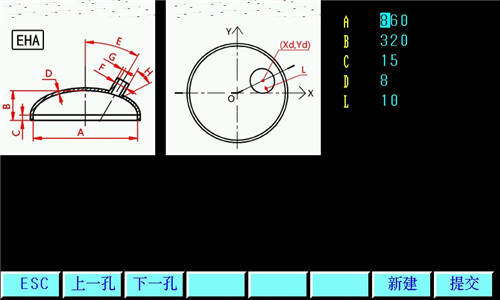
图2.8 基本参数编程画面
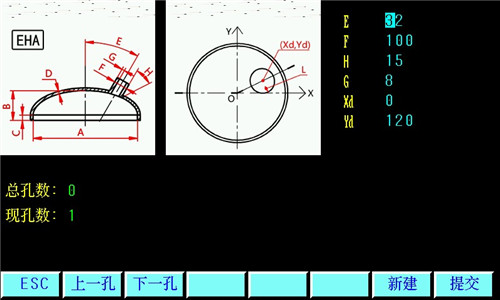
图2.9 孔参数编辑表
图2.10 加工生成的程序
2. 确定封头的中心。
方法一:可采用土办法:先用不可拉伸的绳子,绕封头的底边绕一圈(测周长)。再将周长分成4段(90度),分别在封头的底边做处四等分的标记。在每一个四等分处,用绳子栓住一个石笔,过中心画一条弧线,注意四条弧线要交叉。从四条弧线的交点处做对角线,两条对角线的交点就是中心。
方法二:可使用系统提供的,通过激光测距找边的方法。操作顺序如下:
(1)在【手动】下,先打开激光测距(【辅助】->【测距仪】,已打打开可省略此动作)。
(2) 将激光斑点大概对准封头的中心。
(3) 选择【手动】->【辅助】->【矫正】->【找中心】。系统自动测试三个边点,自动计算中心,并将激光斑点对准计算后的中心。
3. 确定激光测距的偏置。
1)将割枪回转头设成0度(割枪竖直,方位角处在0度位置),可采用【手动】-【设坡口】。
2)将割枪对准封头的中心点,且是切割高度,把坐标设成零(【手动】-【设坐标】)。
切割高度—先将割枪转到正常切割的角度,在中心处把枪降到切割高度(带角度),再将割枪竖直,这时割枪距中心的高度,就是切割高度。再调整割枪的位置,见下图c:
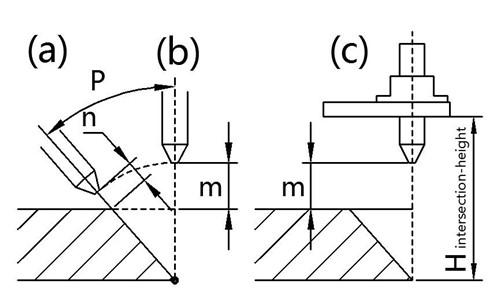
图2.11 割枪初始化定位
3)打开激光测距(【手动】-【辅助】-【测距仪】),见到激光红点后,将红点移到中心处(不要移动Z轴)。
4)设偏置(【手动】-【辅助】-【设偏置】),可检查是否正确,看【参数】-【系统】-“激光测距偏置”应是当前坐标值。
4. 将中心点设置为参考点【参数】-【系统】(选全零)。可选择回参,此时割枪到中心点。
5. 生成数学模型,见1.的内容。
6. 激光测距:生成数学模型后,用激光测距的方式,沿测量线和切割线走一遍,精确定位支管在封头上的位置(包括高度)。选择【手动】->【辅助】->【测距校】。
7. 经检查无误后,即可直接切割加工。直接按【启动】键即口。
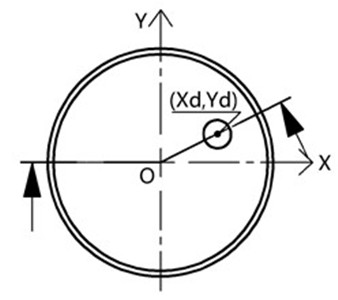
图2.22 支管在封头上的具体位置。
2.3 封头的圈口加工顺序
1. 主画面下选择图库
再选【封头】功能
此时系统提示输入4个参数:
封头底外直径(毫米):
封头壁厚(毫米):
外坡口角度(度):
内坡口角度(度):
输入结束后,系统提示,
2. 圈口找圆心
切圈口首先要找准圈口的圆心,需选图2.4中的【定位】功能。系统出如下菜单:
这里有两个功能,(1)【测圆心】(缺省选择),(2)【校四点】测试四点是否平整。
3. 【测圆心】功能。
(1) 先将激光斑点大概对准封头反扣的中心。
(2) 以手动的方式,移动激光斑点到X轴最大的边缘处。注意,由于激光的斑点有点大,在选择位置时,要尽量一致,例,都以光斑的外边界,或中心为准。选F3【X最大】。
(3) 以此方法分别找出X最小,Y最大,Y最小,并按相应的F键。
(4) 都选完后,相应的功能菜单都变色,按F7【提交】。此时自动计算圆心,并走到圆心的位置(是光斑)并将当前坐标清成零。并提示测算后的圈口直径,供操作者比较,一般在2毫米之内,即可认为找到的中心准确。
将当前坐标变成割枪坐标,只需选择【手动】->【辅助】->【切坐标】。再按【回参键】,系统割枪就自动走到圈口的中心。
4. 【校四点】功能将测量四个点的平整度。
校四点一定要在找到中心以后运行。
在图2.6中选校四点时,系统提示:
调整位置后按确认键
操作者只需按F3-F6键,选择X,Y最大或最小。系统自动走到相应的位置,考虑到激光的光斑大小不同,可通过手动移动光斑到Z轴距离测量稳定的位置,按【确认】键,表示有效。
当四点位置全部选好以后,按【提交】键,系统自动完成圈口平整度的计算,并显示测量结果:
X轴偏角:
Y轴偏角:
Z轴高度:
2.3.1 封头的圈口切割
在完成以上测圆心,校四点(测平整度)后,见图2.5中选【切圈口】。系统会自动将回转头夹持的割枪转到90度(放平)。再沿圈口外侧转一圈,达到修边的目的。
2.3.2 封头的圈口外坡口和内坡口的切割
在完成以上测圆心,校四点(测平整度)后,见图2.5中选【切外坡】和【切内坡】功能后。系统会自动将回转头夹持的割枪转到相应切割角度。再沿圈口外侧转一圈,达到切上,下坡口的目的。
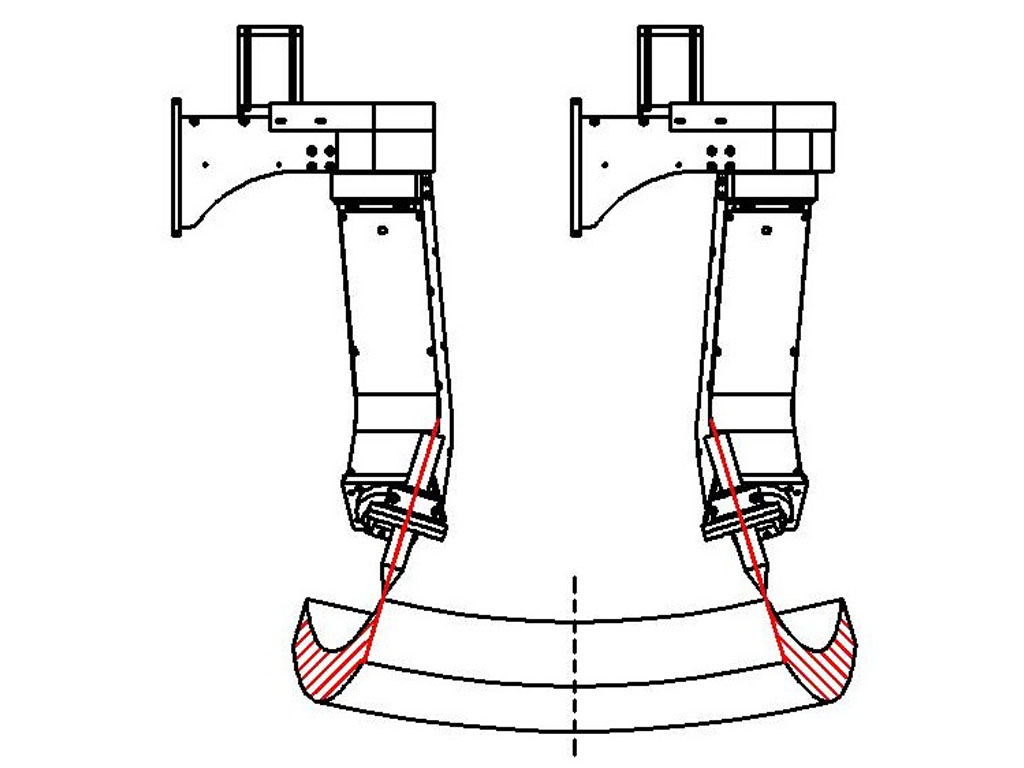
三. 高压容器橘瓣片加工
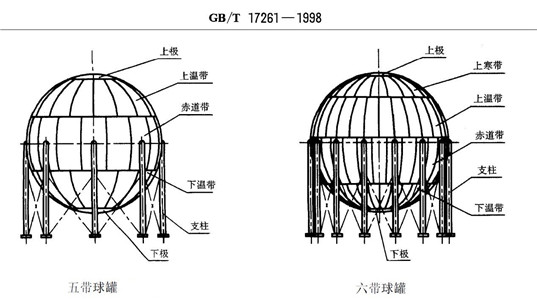
图3.1 高压容器橘瓣片示意图
3.1 菊瓣片模型描述
菊瓣片数学模型的描述是加工的关键。系统提供两种描述方法。其一,针对国标GB/T 17261-1998,采用参数化的方法。其二,对任意几何造型的橘瓣片,采用CAD编程方法。
3.1.1 针对国标的参数化方法
具体方法参见下图:
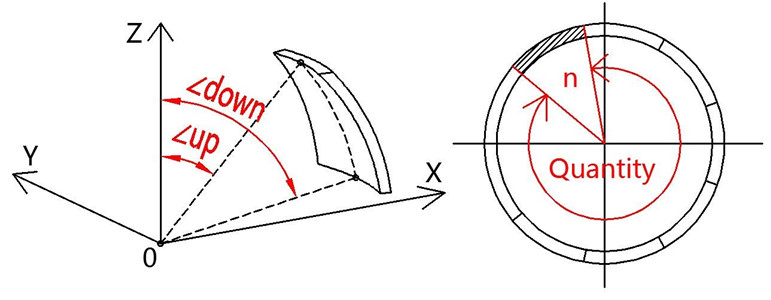
图3.2 国标橘瓣的参数输入示意图
系统只需要输入上倾角<UP, 下倾角<DOWN, 和拼数(Quantity)即可。
3.1.2 任意几何造型采用CAD编程方法
例下图:
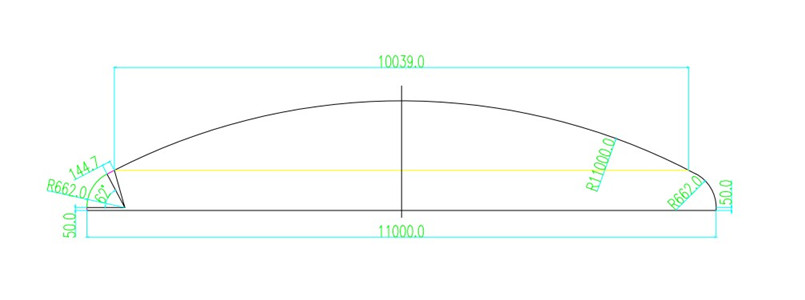
图3.3 任意几何造型的菊瓣示意图
使用CAD绘图软件按真时的尺寸画下此图,注意,只画下加工的内径部分。使用任意一款平面切割的套料软件生成平面加工程序即可。
[N46 P30 D11000
G92
G00 X5500 Y-50
G01 X5500 Y0
G03 X5148.79 Y584.511 R662
G01 X5019.5 Y649.489
M02
3.2 菊瓣片工件的定位
将待加工的工件大致放平。见下图
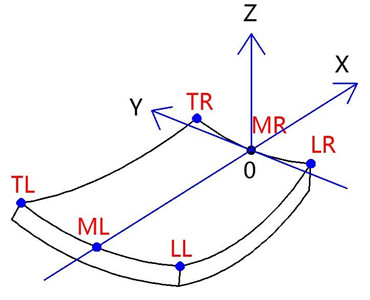
图3.4 菊瓣片工件定位
使用激光测距仪(若没有激光测距仪,使用一个探针装在割枪的滑板上)分别对准点MR,ML处,注意此两点是事先准备好的中心基准线。系统根据此两点的位置,可精确的计算出该菊瓣片放的位置,以及绕Z轴和绕Y轴的偏移量。并确定坐标的零点MR(0,0,0)处。
再采用【校四角】功能,系统分别走到四角(LR,TR,LL,TL)使用激光测距仪(或探针)精确的测量出各点的高度,计算出菊片绕X轴的偏移量。
整个待加工的菊瓣片定位完成。
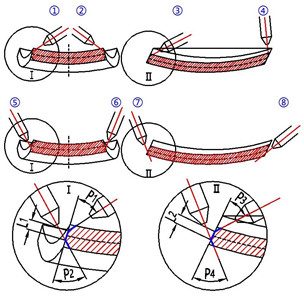
3.3 菊瓣片工件的切四边
再定位完成后,可选择【切四边】功能,见下图:
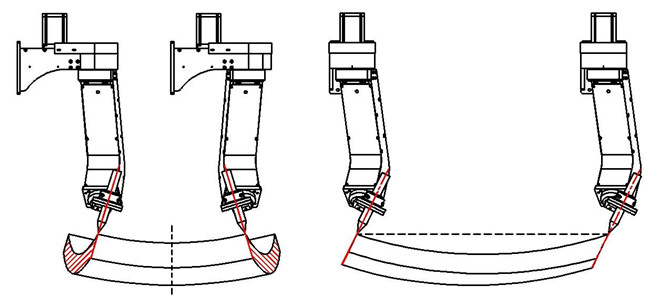
图3.5 系统切四边的示意图
3.4 菊瓣片工件四边的坡口加工
菊瓣片的上下坡口加工,是分别进行的。即每一条边都有不同的上下坡口形式。加工前,系统提示输入:
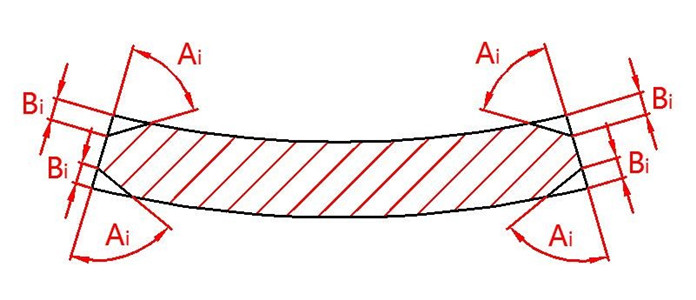
加工过程如图:
三. 橘瓣式球形储罐加工
参见GB/T 17261-1998 <钢制球形存储罐型式与参数>。
橘瓣式球形储罐加工包括如下功能:
1. 数学建模,通过填参数表的方式完成。数学模式包括,(1)修边轨迹,(2)上坡口轨迹,(3)下坡口轨迹。各轨迹均生成测量线和切割线。
2. 校正功能,用户设定中轴平分线后,通过测四个顶点角的位置,确定橘瓣片的三个方向的偏差(X,Y,Z轴)。
3. 激光精确校准,用激光测距沿切割线,和测量线走一遍,精确定位切割(画线)位置。
4. 经检查无误后,即可直接切割加工。
可配套我公司以下产品:
1. 无线遥控器SF-RF06A
2. 激光测距仪
3.可以配套我公司调高控制器和无限回转头。