
焊缝跟踪器





焊缝跟踪器
产品简介:
焊缝跟踪器
1 线激光成像焊缝跟踪器
2 点激光测距成像的焊缝跟踪器
3 单目视频图像焊缝跟踪器
4 双目视频图像焊缝跟踪器
5 激光网格线单目视频图像焊缝跟踪器
6 其他简单的焊缝定位器
焊缝跟踪器选择方案
我公司生产的焊缝跟踪器分三大类。
第一类,激光线型跟踪。
SF系列线激光焊缝跟踪器,是根据线激光扫描物体成形,通过CCD三角成像原理完成图像分析,进而实现焊缝跟踪任务。可分为单目(SF- SLWT01 )/双目(SF- DLWT01)两种。可以有效解决各类焊缝偏差带来的问题,提高了焊接系统的工况适应性和准确度,大大提高焊接设备的自动化程度,降低自动焊接设备的综合应用成本。适用于各种长直焊缝、大半径曲线焊缝、环焊缝的实时跟踪定位。主要适用的焊道形状包括:搭接缝,拼接缝,内角缝,外角缝,屋脊形,屋底形,环缝等。
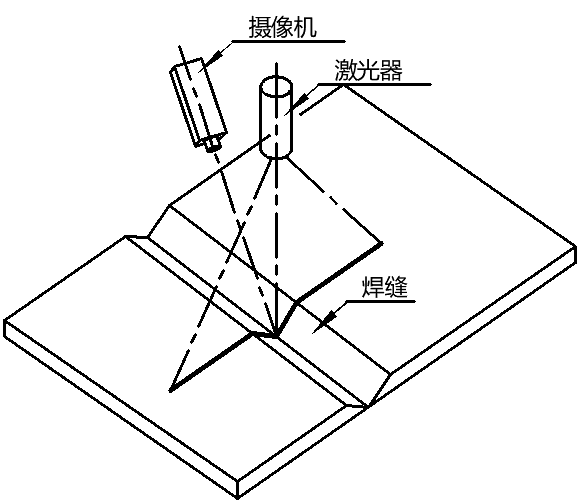
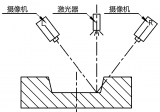
(1) SF- SLWT01 单目激光成像焊缝跟踪器原理:
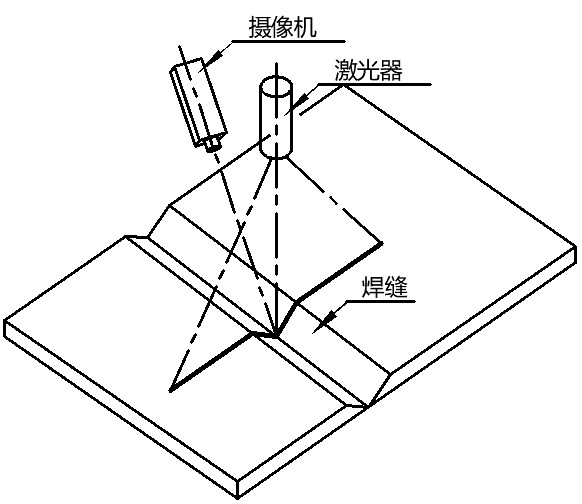
图1.1 单目激光成像焊缝跟踪器原理

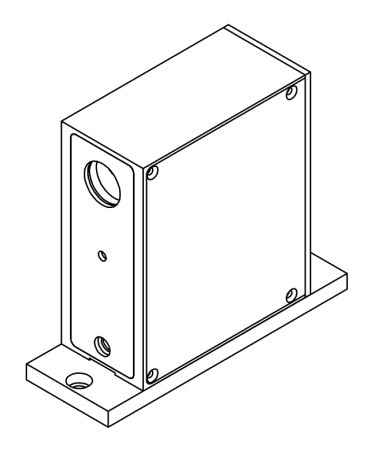
图1.2 SF- SLWT01外形尺寸
特点:针对长直缝,配上特定的旋转夹持器,可做曲线的焊缝识别。适用角缝,搭缝,拼缝,高差小于15毫米的立缝的实时焊缝跟踪。对于拼缝可识别0.15毫米的窄缝。
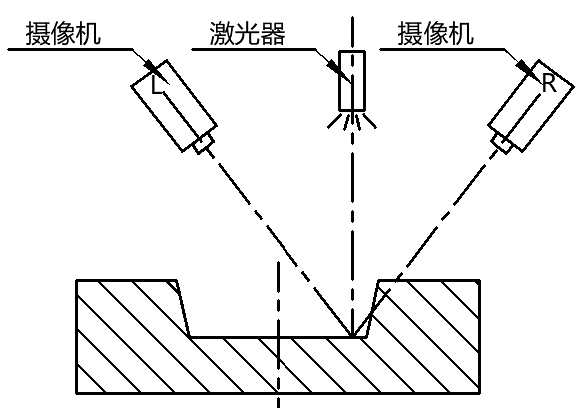
(2) SF- DLWT01 双目激光成像焊缝跟踪器原理
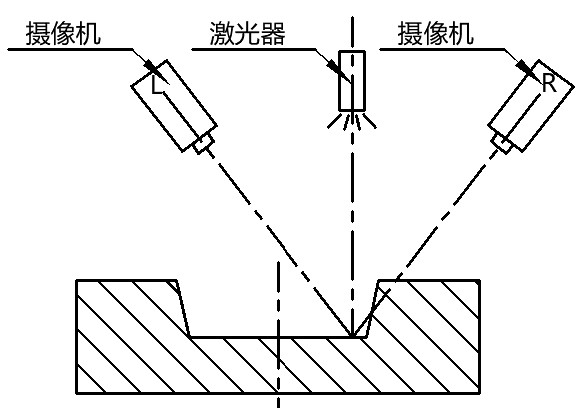
图1.2 双目激光成像焊缝跟踪器原理
双目激光成像焊缝跟踪器更适合起伏较的的被焊环境。
具体参数见资料<斯达峰激光视频跟踪器>
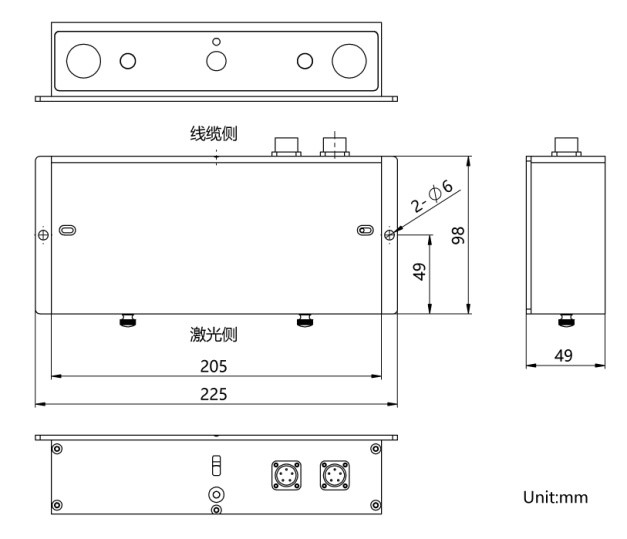
图1.3 双目激光SF- DLWT01外形尺寸
特点:针对长直缝,配上特定的旋转夹持器(SF-旋转夹持器)可做曲线的焊缝识别。适用角缝,搭缝,拼缝,高差小于15毫米的立缝的实时焊缝跟踪。特别是针对起伏比较大,产生前后遮挡的立缝。对于拼缝可识别0.15毫米的窄缝。
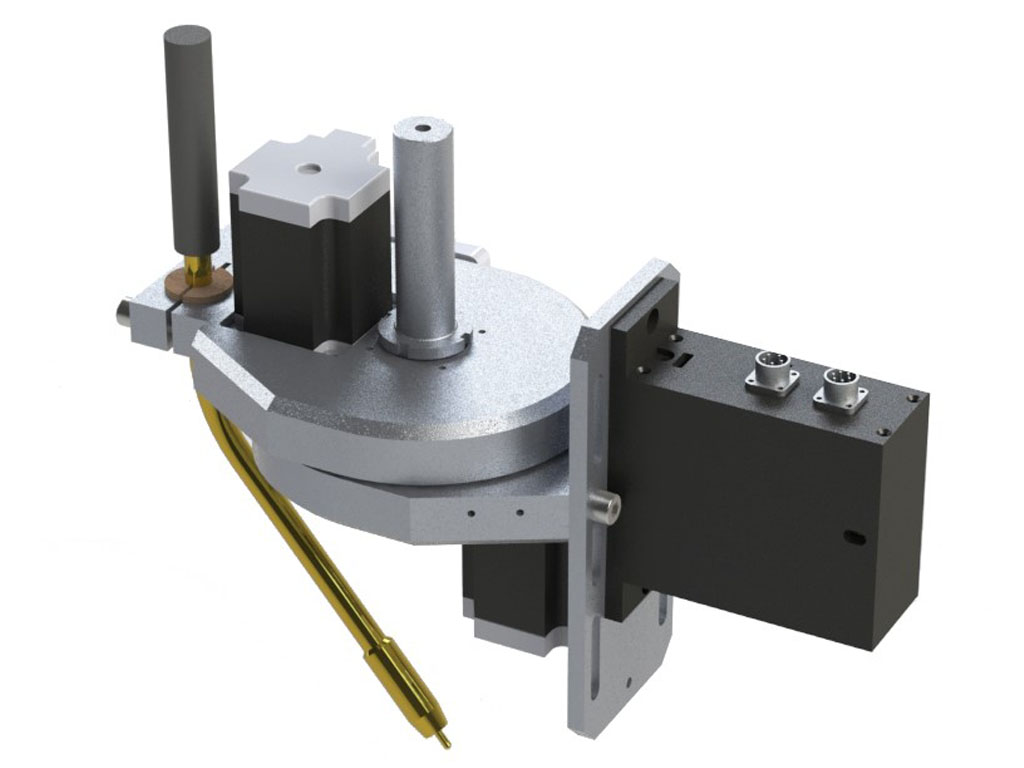
(3) 线激光焊缝跟踪器配套焊枪加持器
本公司生产的线激光焊缝跟踪器配套焊枪加持器(见图1.4)两个轴联动。前面一个轴,带跟踪器寻的,后一个轴可形成独立的摆焊功能。
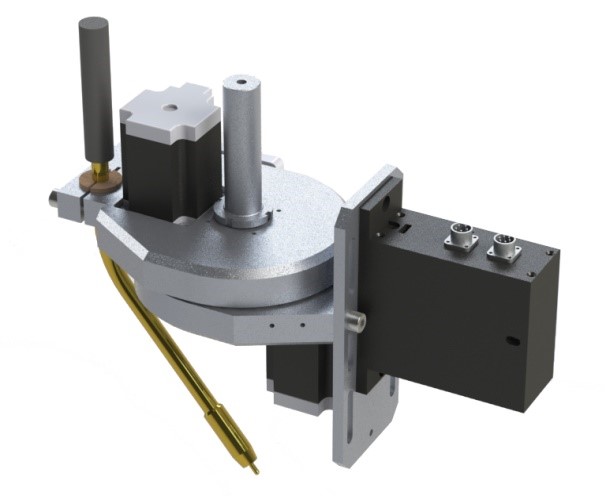 图1.4 配套两轴焊枪、激光夹持器
图1.4 配套两轴焊枪、激光夹持器
第二类,点激光焊缝定位和测量
利用点位激光测距,对焊缝进行定位,测量,跟踪。适用于各种结构比较复杂的短焊缝的焊接。
1 无自主运动轴SF-FLMD01,点激光定位和测量。
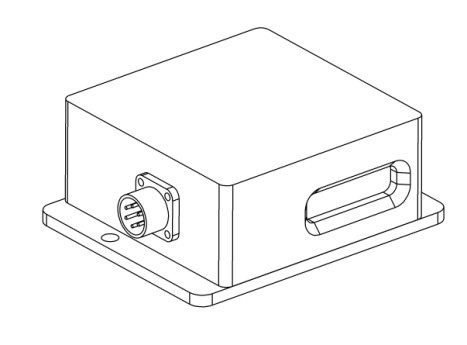
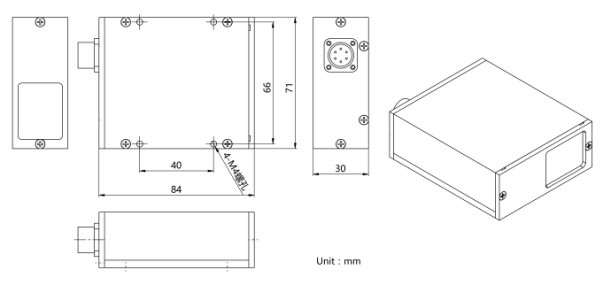
图2.1无自主运动轴SF-FLMD01,点激光定位和测量示意图

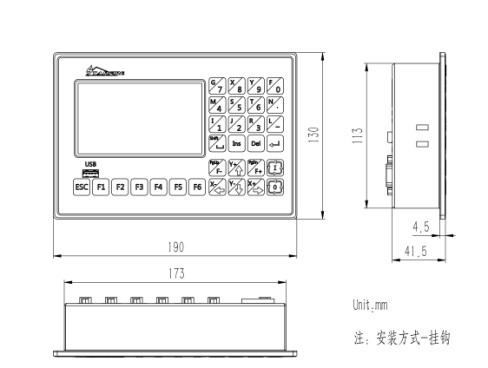
图2.2 SF-LSC100 控制器示意图
2 单轴反射式SF-SLMD01,点激光定位和测量。
基本性能:
(A) 带一个摆动轴,使激光线0-90度的转动。
(B) 适合角缝焊接,瓦楞板等边角的焊接。
(C) 有两个外接辅助轴,可准确知道自己的准确位置。
(D) 测量速度2000次/秒,测量精度0.2毫米,测量分辨率0.005毫米。
(E) 可形成扫描的路径,高度,转角处的位置。
(F)可生成焊接的加工指令,AUTCAD的命令行指令。
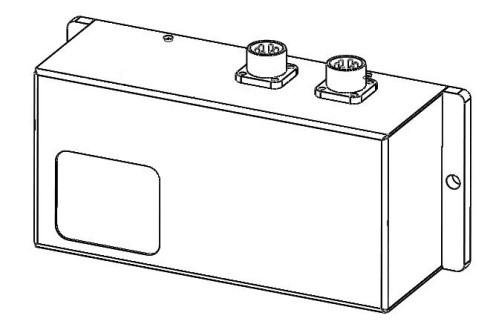
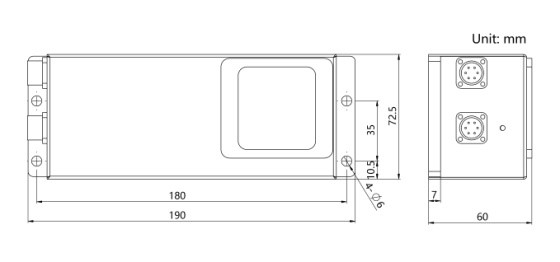
图2.3 单轴反射式SF-SLMD01,点激光定位和测量。

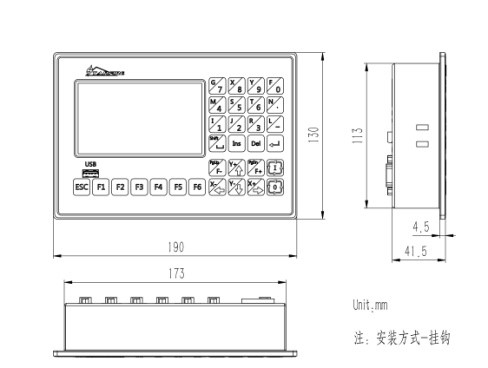
图2.4 SF-LSC100 控制器示意图
两轴激光成像跟踪器SF-LS01。
1. 基本形状。
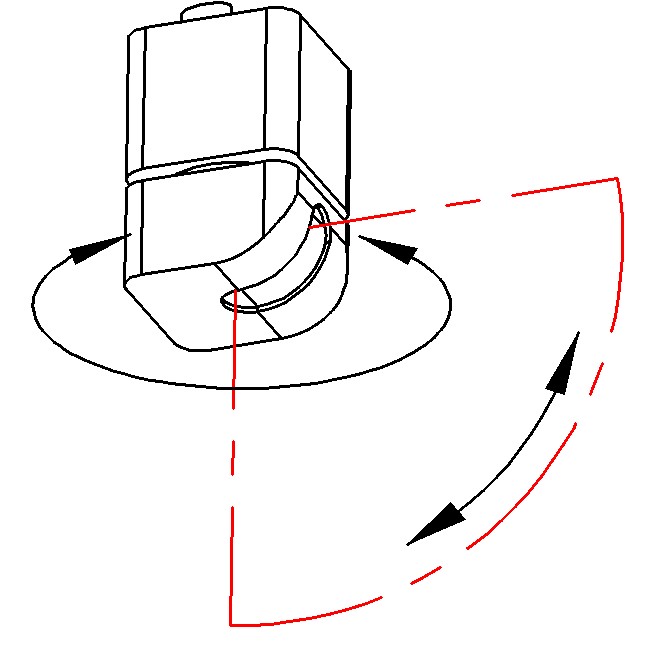

图2.5 SF-LS01 两轴激光成像系统
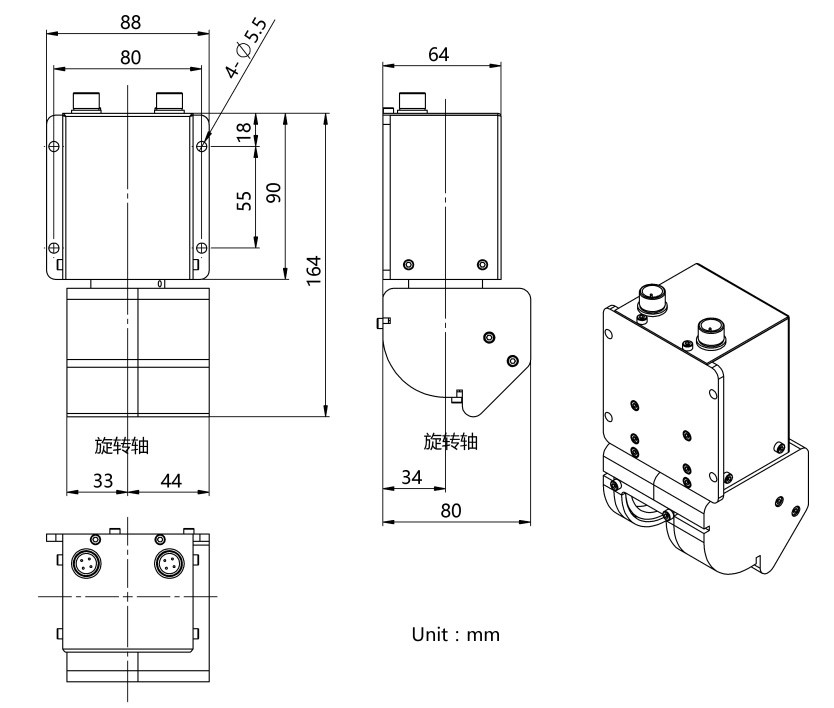
图2.6 SF-LS01 安装尺寸图
SF-LS01两轴激光成像系统,具有两个观察轴(方位角,摆动角),可关联两个外部连动轴,达到多视角,行扫描,自动成像,生成焊接代码(编程)等功能。特别适合于复杂的焊道,结构的焊缝跟踪。可以预先测量,也可再线(焊接时)跟踪。其有两种工作方式:
1主动式—根据测量指令(摆动,方位)自主测量,并生成空间模式,识别加工轨迹,最终生成加工轨迹程序。
2 被动式—根据上位机指令,采用固定的摆动测量模式(水平,垂直摆动)测量特征点位置,并将此位置反馈给上位机。
系统通讯有RS232,RS485,CAN总线模式。
第三类,基于视频技术的焊缝定位和测量
基于视屏技术的焊缝定位测量器,特别适合短焊缝,形状变化比较大的焊接情况。此类跟踪器又分为单目/双目两种形式。单目CCD高清摄像头,缺乏立体元素,适用于平面短缝的焊缝识别,矫正。例如:平面焊法兰盘等。双目是利用两个CCD的视角差,分辨出焊道的高度信息。
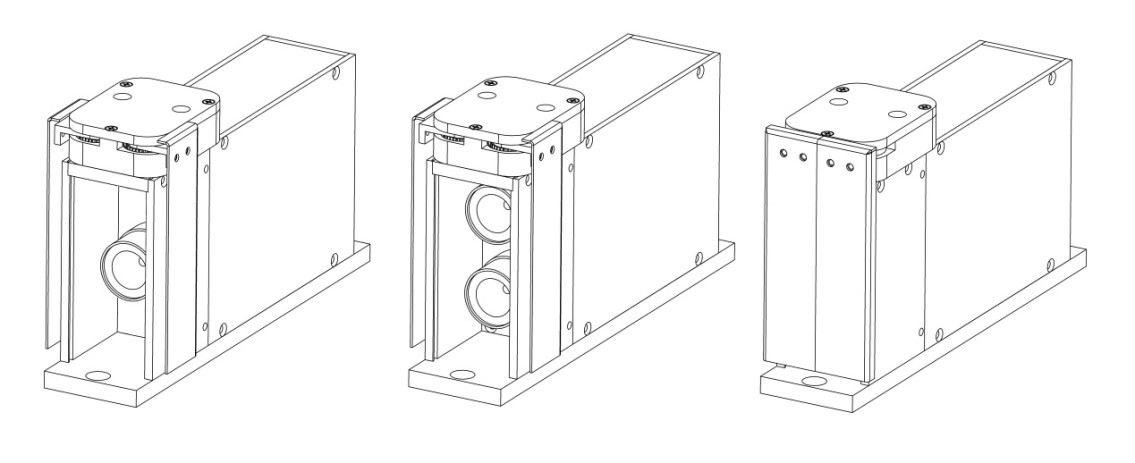
图3.1 单/双目视频技术的焊缝定位和测量示意图
北京斯达峰控制技术有限公司
售前咨询电话:18901200180(微信同号)
微信公众号:

线激光跟踪器规格
(1)跟踪速度: 1000毫米/分。
(2)跟踪精度: +/-0.5毫米。
(3)安装距离: 激光扫描线距焊枪150毫米;
(4)瓦楞板: 峰谷高差100毫米。
(5)可以跟踪U V I直焊缝\角焊缝\坡口直焊缝
(6)有效测试距离50-100mm
(7)跟踪精度:正负0.2mm
(8)识别频率:10到50HZ
2. 点激光跟踪器规格参数
(1)有两个外接辅助轴,可准确知道自己的准确位置。
(2)测量速度2000次/秒,测量精度0.2毫米,测量分辨率0.005毫米。
(3)可形成扫描的路径,高度,转角处的位置。
(4)可生成焊接的加工指令,AUTCAD的命令行指令。
3. 扫描摆动控制器规格参数
(1)控制轴数: 2 控制激光扫描的角度。
(2)采样频率: 2000次/秒。
(3) 图形: 可显示观察到被测物体的断面造型。
(4)上传数据: 为数控系统提供准确的位置,两维坐标(X,Y)。
(5)计算精度: +/-0.5毫米。
(6)供电: DC 24V/0.5A.
1. 两轴点激光成像跟踪器应用如下:
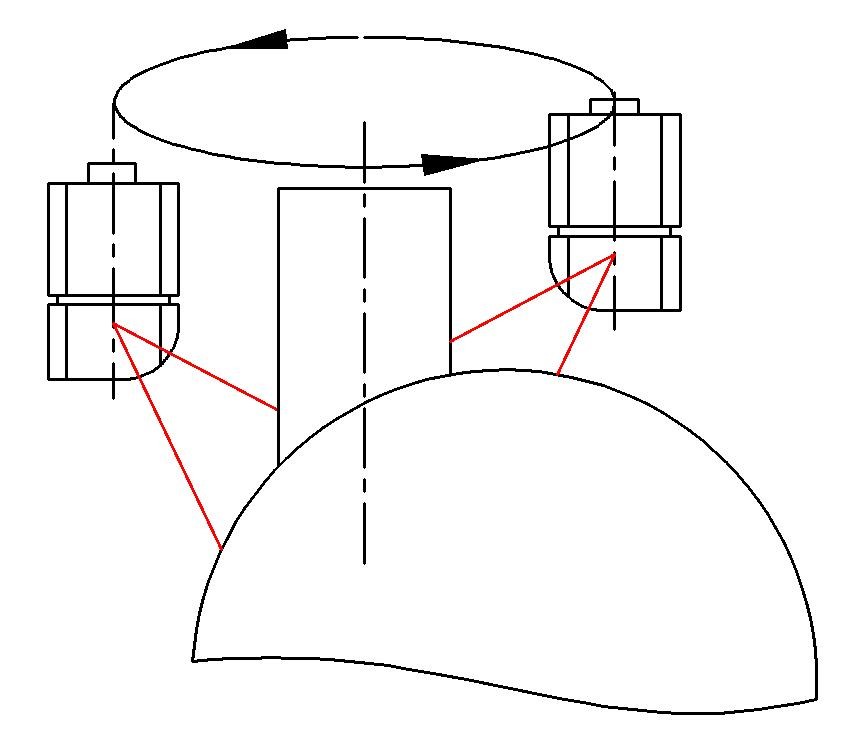
图2.2 外关联一个旋转轴的情况
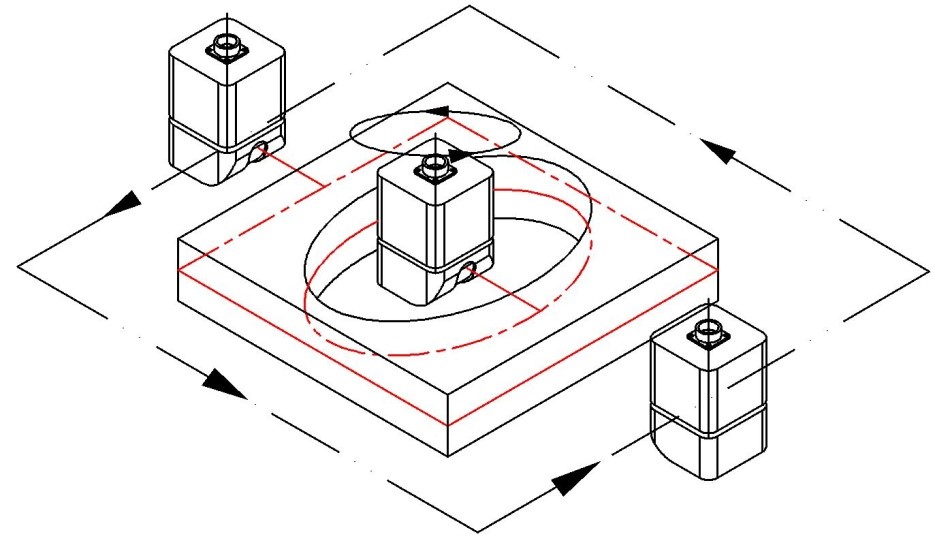
图1.1 利用自身旋转轴内孔造型,利用两个外关联轴和内部轴测外轮廓
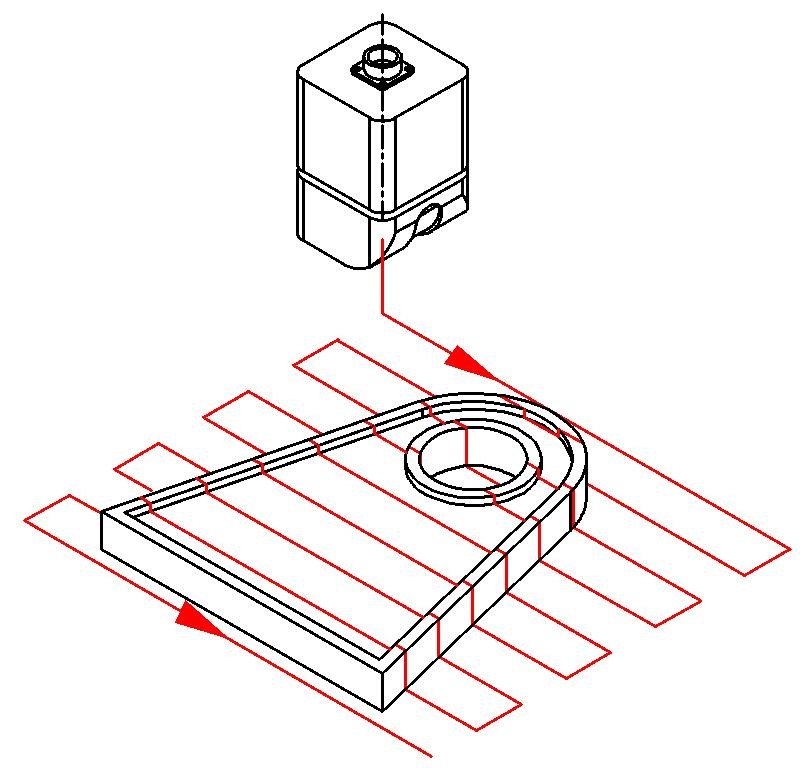
图1.2 利用两个外关联轴行扫焊件。
2. 瓦楞板的跟踪焊接
3. 平板拼缝的跟踪焊接
可配套我公司以下产品:
1. 多轴台式自动焊接控制系统
2. 多轴手柄式自动焊接控制系统
3. 焊接弧压高度控制器
4. 无线遥控器